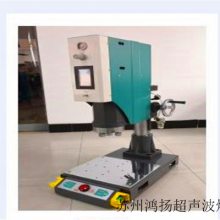
| 产品特性:自动追频 | 是否进口:否 | 产地:苏州 |
| 品牌:鸿扬超声波 | 型号:15K20K35K | 电流:1A |
| 动力形式:超声波 | 控制方式:半自动 | 频段:中频 |
| 驱动形式:气动 | 作用原理:超声波 | 输出功率:1000WW |
| 频率:15KHZHz | 输入电压:220VV | 焊头行程:80mm |
| 焊接面积:直径300 | 振头冷却系统:空冷 | 振荡系统:超声波 |
| 功率:1000WW | 作用对象:塑料 | 升降控制:手动 |
| 焊接原理:超声波 | 外形尺寸:加工定制 | 净重:10KG-150KGKg |
| 用途:用于塑料焊接 | 焊咀对地电压:无mv | 套装:标准套装 |
| 是否跨境货源:否 |

溧阳超声波焊接机调试方法超声波焊接以后产品内部零件破坏如何处理:1超音波能量扩大器能量输出太强;2底模治具受力点悬空,受超音波传导振动而破坏;3塑料制品高、细成底部直角,而未设缓冲疏导能量的R角;4塑料产品之柱或较脆弱部位,开置于塑料模分模在线;所以当我们的产品经超音波作业而发生变形时,从表面看来好像是超声波塑料焊接机的焊接的原因,然而这只是一种结果,塑料产品未熔接前的任何因素,熔接后就形成何种结果。如果没有针对主因去探讨,那将耗费很多时间在处理不对症下药的问题上,而且在超音波间接传导熔接作业中(非直熔),6kg以下的压力是无法改变塑料的轫性与惯性。所以不要尝强大的压力,去改变熔接前的变形(熔接机高压力为6kg),包含用模治具的挤压。或许我们也会陷入一个盲点,那就是从表面探讨变形原因,即未熔接前肉眼看不出,但是经完成超音波熔接后,就很明显的发现变形。其原因乃产品在熔接前,会因导熔线的存在,而较难发现产品本身各种角度、弧度与余料的累积误差,而在完成超音波熔接后,却显现成肉眼可看到的变形。解决方法:1.提早超音波发振时间(避免接触发振);2.降低压力、减少超音波熔接时间(降低强度标准);3.HORN(上模)掏孔后重测频率。
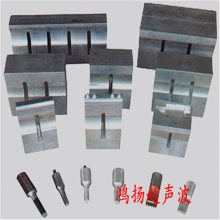
我们在设计超声波模具时,超声波模具图就很重要,好的模具图对模具成型是否合格起到关键性的作用.超声波模具图包括:模具零件图和模具组立图。模具零件图:用于详细表达模具单个零件的具体形状和尺寸以及相关要求,它是模具各个零件制造和检验的依据。超声波模具组立图:也称为模具装配图,用于详细表达模具整体结构、模具各个零件相互组装(位置和配合)关系及模具相关的总体要求等,它是模具制造组装的依据,是模具图的重要组成部分,也是模具工程语言交流的依据。一份好的超声波模具图,既要符合有关国家制图标准又要符合模具行业表达规范,不同的工厂有不同的设计风格和表达规范,在制图时要灵活运用。通常所说的超声波模具图是指超声波模具组立图。