价 格
订货量
¥1.5万
1 - 9
¥1.2万
10 - 19
¥1万
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
≥20
| 产品特性:自动追频 | 是否进口:否 | 产地:苏州 |
| 品牌:鸿扬 | 型号:15K-35K超声波焊接设备 | 电流:1A |
| 动力形式:气动 | 控制方式:手动 | 频段:其他 |
| 驱动形式:气动 | 作用原理:超声波 | 输出功率:1000W-4200WW |
| 频率:15KHZ-35KHZHz | 输入电压:220VV | 焊接面积:可定制非标 |
| 振头冷却系统:空冷 | 振荡系统:超声波 | 作用对象:塑料 |
| 升降控制:电动 | 焊接原理:超声波 | 外形尺寸:可定制 |
| 净重:150KGKg | 用途:用于 塑料焊接 | 套装:标准套装 |
| 焊接时间:0.01S-9.99S | 配送方式:送货上门 | 质保:保修一年 |
| 包装:标准包装 | 厂家地址:苏州吴中 |

超声波设备维修的十项原则:1.先动口再动手对于有故障的超声波塑焊机,不应急于动手,应先询问产生故障的前后经过及故障现象。对于不是很熟悉的超声波塑焊机,还应先熟悉电路原理和结构特点,遵守相应规则。拆卸前要充分熟悉每个电气部件的功能、位置、连接方式以及与周围其他器件的关系,在没有组装图的情况下,应一边拆卸,一边画草图,并记上标记。2.先外部后内部应先检查所维修的超声波设备有无明显的维修历史、超声焊接时的状况,超声波模具的温度,使用年限等,然后再对机内进行检查。拆前应排队周边的故障因素,确定为机内故障后才能拆卸,否则,盲目拆卸,可能将设备越修越坏。3.先机械后电气首先你要先排除超声波模具方面的问题后,再进行电气方面的检查。检查电路故障时,应利用检测仪器寻找故障部位,确认无接触不良故障后,再有针对性地查看线路与机械的运作关系,以免误判。4.先静态后动态在设备未通电时,判断电气设备按钮、接触器、继电器以及丝的好坏,从而判定故障的所在。通电试验,听其声、触摸、测参数、判断故障,***进行维修。5.先清洁后维修超声波焊接机对污染较重的电气设备,先对其按钮、接线点、接触点进行清洁,检查外部控制键是否失灵。许多故障都是由脏污及导电尘块引起的,一经清洁故障往往会排除。6.先功放板后设备超声波塑焊机的功率放大部分的故障率在整个超声波设备中占的比例很高,所以先检修超声波发生器的功率放大部分往往可以事半功倍。7.先普遍后特殊因装配配件质量或制造工艺方面而引起的故障,一般占常见故障的50%左右。超声波设备的故障多为硬性故障,要谨慎清楚的检查排除问题才轻易开机实验。8.先外围后内部先不要急于更换损坏的电气部件,在确认外围设备电路正常时,再考虑更换损坏的电气部件。9.先直流后交流检修时,必须先检查直流电压,再交流回路动态工作点,如果是滤波回路的问题的话,它将引起整机的系统问题,超声波塑焊机的直流电源一般为300V,或+-160V分压。10.先故障后调试有些情况下,所有的损坏原件都更换好了,但是还是不正常,这就要检查保护系统的调试问题了,电流大保护,频率大保护,单前提是调频电感一定要处在合适的位置,如果偏离正常位置太远,在调试的过程中可能会损坏功放板。注意20khz的电感美国线路大约在1.1MH,台湾线路大约在0.8mh,15khz台湾线路的调频电感大约在1.50mH。调试前务必将电感旋转到正常位置。超声波焊接设备
超声波焊接机不工作时,启动时并没有反应,焊头不足以降下,焊头不足以上涨,超声波焊接时不能够开展焊接,其常见原因是时间调节开关损坏。超声波焊接机的焊接头松动、频率调整不当、焊接头开裂、压力过大和机器功率等级偏低,运行期间过载灯点亮。电源指示灯不亮,振动产生器风扇弱,超声波焊接机不可以振动或焊接强度弱。原因是电源电压低,输入变压器损坏,电源插座接触不良。当按下焊接按钮时,焊接头立刻落下并接触工件,即无振动地提高。下落冲程并没有到达焊接所处位置。行程开关接触不良,压力触发系统不良,超声波焊接机焊头升高或落下冲击过大:缓冲调节不当,缓冲调节锁定,降下速度设定过高,气缸缓冲不良,气压正常,超声波焊接机电源和焊头没有办法启动:紧急提升按钮接触不良,程序控制电路不良,启动按钮损坏,电磁阀损坏。打开电源总开关,高压熔丝熔断:超声波电源板短路,整流桥短路,启动电流冲击大。
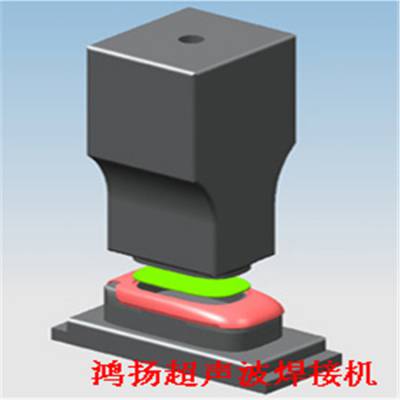
天宁/钟楼/新北超声波焊接设备 鸿扬超声波焊接机 设备质保一年超声波焊接机焊头方向:焊头方向未能与底座方向一致时,则无法焊接加工物,此时应先调整焊头方向使与底座方向完全一致。1、把加工物置于底座上,使与底座吻和,并松弛四个平面调整螺丝.2、调整中体座位置,使焊头下降时与加工物保持稍许距离.3、转动焊头与底座方向一致(转动焊头方向时不可使焊头之结合螺丝松弛),完成方向调整后,焊头还保持下降状态,再调整焊头水平. 焊头水平调整:1、转动中体座把手,使焊头加压于工物上,轻拍焊头四周与加工物更密合。2、焊头与工物完全密合后,均匀的旋上个平面调整螺丝,并锁紧底座。